


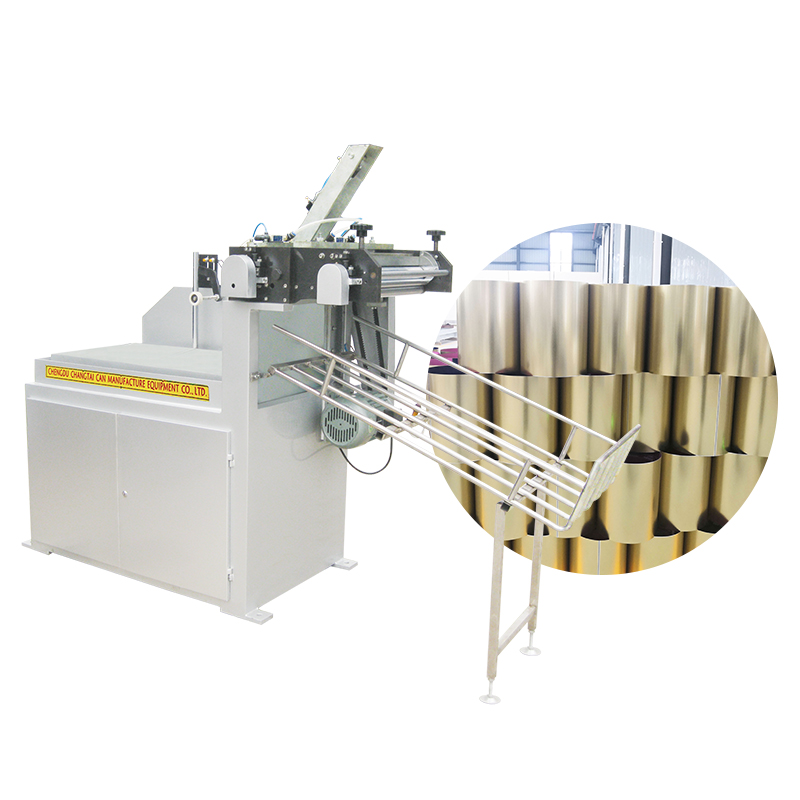
कॅन बनवण्याचे मशीन, धातूच्या कॅनसाठी बाहेरून आणि आतून कोटिंग करणारे मशीन, गोल कॅन, चौकोनी कॅन

कॅन बनवण्याचे मशीन, धातूच्या कॅनसाठी बाहेरून आणि आतून कोटिंग करणारे मशीन, गोल कॅन, चौकोनी कॅन
खाद्यपदार्थांसाठी किंवा औद्योगिक कॅन बनवण्याच्या प्रक्रियेवरील कोटिंगबद्दलचा संबंधित व्हिडिओ.
या मशीनबद्दल वर्णन
१. वेल्डिंग मशीनला जोडलेले, कॅन्टिलीव्हर अपवर्ड सक्शन बेल्ट कन्व्हेइंग डिझाइन पावडर फवारणीसाठी सोयीस्कर आहे, आणि जेव्हा वेल्ड सीमचे तापमान खूप जास्त असते, तेव्हा समोरील कॉम्प्रेस्ड एअर वेल्ड सीमला थंड करून पावडरचे गोळे होणे किंवा ग्लूचा फेस येणे टाळते.
२. वहनासाठी आयातित बेल्ट वापरला जातो आणि वेल्ड केलेला कॅनचा भाग कन्व्हेयर बेल्टखाली खेचला जातो, त्यामुळे कॅनचा प्रकार बदलताना वहनाची उंची समायोजित करण्याची आवश्यकता नसते आणि वहन स्थिर राहते.
३. रोलिंगनंतर गोंद असमान लागू नये म्हणून, कोटिंग व्हीलच्या आउटलेटवर एक ब्रश बसवलेला असतो. ब्रशमुळे गोंद टाकीत जाऊ नये, ही समस्या टाळण्यासाठी सिलेंडरला नियंत्रित करण्याकरिता एक इंडक्शन स्विच बसवलेला असतो, जेणेकरून टाकी असताना ब्रश खाली जाईल आणि टाकी नसताना वर येईल, आणि गोंद टाकीत जाणार नाही.
४. वेल्डिंग मशीनच्या डीबगिंगच्या सोयीसाठी, संपूर्ण वाहक आणि बाह्य कोटिंग भाग वर आणि मागे उचलण्यासाठी एक एअर सिलेंडर बसवला जातो, ज्यामुळे अपवर्ड सक्शन कन्व्हेइंगमुळे वेल्डिंग मशीनच्या डीबगिंगमध्ये होणारा गैरसोयीचा तोटा टाळला जातो.
५. बाहेरील कोटिंग बेल्टच्या रबर व्हील आणि रोलरच्या दोन्ही बाजूंना क्लीनिंग प्लेट्स बसवलेल्या असतात, जेणेकरून गोंद कोटिंग व्हीलच्या बाजूला लागून ते खराब होणार नाही आणि कोटिंग व्हीलची स्वच्छता सुनिश्चित होईल.
६. आमची कंपनी ग्राहकाच्या गरजेनुसार बाह्य फवारणी पद्धत तयार करू शकते, परंतु बाह्य कोटिंगसाठी खालून वहन पद्धतच वापरली पाहिजे (वेल्डिंग मशीनसोबतची जोडणी वरच्या दिशेने वहन पद्धत आहे). अंतर्गत कोटिंग असलेल्या टच-अप कोटिंग मशीन आणि वेल्डिंग मशीनच्या वहनामध्ये वेल्डिंग सीमच्या दोन्ही बाजूंना बेल्ट असणे आवश्यक आहे, जेणेकरून कॅन बॉडीची वेल्डिंग सीम एकाच उंचीवर आणि रेषेत स्थिरपणे राहील.
तांत्रिक मापदंड
| मॉडेल | जीएनडब्ल्यूटी-२८६एस | जीएनडब्ल्यूटी-१८०एस |
| रोलरचा वेग | ५-३० मी/मिनिट | |
| लॅकरची रुंदी | १०-२० मिमी | ८-१५ मिमी |
| कॅन व्यासाचे आकार | २००-४०० मिमी | ५२-१८० मिमी |
| कोटिंग प्रकार | रोलर कोटिंग | |
| वर्तमान भार | ०.५ किलोवॅट | |
| पावडर पुरवठा | २२० व्होल्ट | |
| हवेचा वापर | ०.६ एमपीए २० लिटर/मिनिट | |
| यंत्राद्वारे मोजमाप | २१००*७२०*१५२० | |
| वजन | ३०० किलो | |
या बाह्य रोलर कोटिंग मशीनबद्दल तांत्रिक माहितीपत्रक

-

२००-४०१ टिन कॅन वेल्डिंग मशीन १७० मिली - २.५ लिटर टिन...
-
गोल डबे, चौकोनी डबे, गोल आकार देणारे मशीन...
-

कॅन बनवणारे मशीन ड्रायर, कॅन ड्रायर, उच्च वारंवारता...
-

कॅन बनवण्याच्या मशीनसाठी औद्योगिक चिलर
-

कॅन बनवणाऱ्या मशीनची धातूच्या कॅनसाठी पावडर प्रणाली...
-

मोठे गोल डबे, चौकोनी डबे, तेलाचे मोठे पिंप, बिअर...