


स्वयंचलित ३०-५० लिटर क्षमतेचे मोठे बॅरल, ड्रम, बादल्या, कॅनबॉडी उत्पादन लाइन








स्वयंचलित ३०-५० लिटर क्षमतेचे मोठे बॅरल, ड्रम, बादल्या, कॅनबॉडी उत्पादन लाइन
स्वयंचलित गोल कॅन उत्पादन लाइन
३०-५० लिटर क्षमतेच्या मोठ्या बॅरलच्या स्वयंचलित उत्पादनासाठी उपयुक्त,
तीन धातूच्या पट्ट्या:कॅन बॉडी, कॅन कव्हर आणि कॅन बॉटम.कॅन आहेदंडगोलाकारआकार.
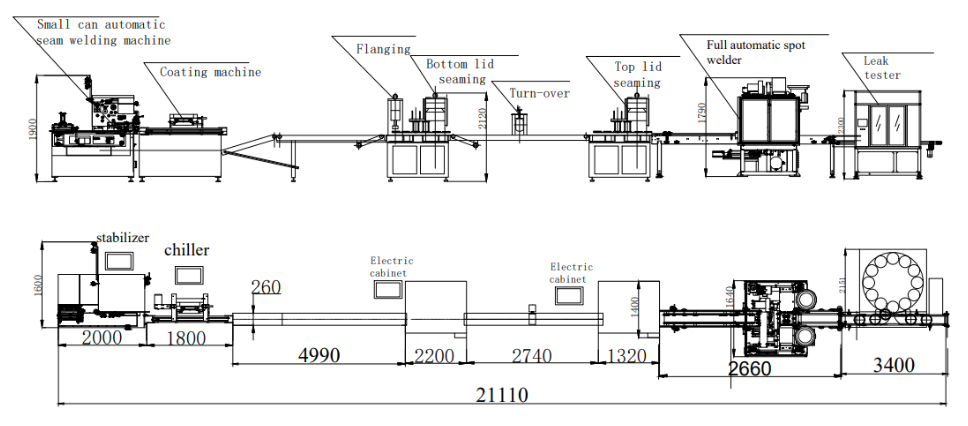
तांत्रिक प्रवाह:
टिन शीटला गोल आकार देण्यासाठी कापणेस्लिटिंग)-वेल्डिंग-बाह्यकोटिंग-फ्लॅंगिंग-तळाचे झाकणआहार देणे-सीमिंग-वळणेओव्हर-टीझाकणआहार देणे-सीमिंग-+कानाच्या लगवेल्डिंग-गळती चाचणी-पॅकेजिंग
बॅरल बनवण्याची उत्पादन लाइन उपलब्ध आहे.सविस्तर माहिती मिळवण्यासाठी येथे क्लिक करा.
ही बॅरल उत्पादन लाइन कशी चालवायची?
सर्वप्रथम, कापलेले कॅन बॉडीचे साहित्य ऑटोमॅटिक रेझिस्टन्स वेल्डिंग मशीनच्या फीडिंग टेबलवर ठेवा. व्हॅक्यूम सकरद्वारे खेचून, टिनचे तुकडे एक-एक करून फीडिंग रोलरकडे पाठवले जातात. फीडिंग रोलरमधून, प्रत्येक टिनचा तुकडा गोल करण्याच्या प्रक्रियेसाठी राउंडिंग रोलरकडे पाठवला जातो, त्यानंतर त्याला गोल आकार देण्यासाठी राउंडिंग फॉर्मिंग मेकॅनिझममध्ये पाठवले जाते. अचूक स्थिती निश्चित केल्यानंतर, बॉडी रेझिस्टन्स वेल्डिंग मशीनमध्ये टाकली जाते आणि वेल्डिंग केले जाते.
वेल्डिंगनंतर, कॅन बॉडी ग्राहकांच्या विविध गरजेनुसार बाह्य कोटिंग, आंतरिक कोटिंग किंवा आंतरिक पावडर कोटिंगसाठी कोटिंग मशीनच्या रोटरी मॅग्नेटिक कन्व्हेयरमध्ये आपोआप फीड केली जाते. याचा मुख्य उपयोग बाजूच्या वेल्डिंग सीम लाइनला हवेच्या संपर्कात येऊन गंजण्यापासून वाचवण्यासाठी होतो. त्यानंतर कॅन बॉडी कॉम्बिनेशन मशीनमध्ये फीड केली जाते, जिथे ती अपराइटिंग कन्व्हेयरमधून सरळ स्थितीत जाते आणि क्लॅम्प्सद्वारे फ्लँजिंग स्टेशनवर पाठवली जाते. वरच्या आणि खालच्या फ्लँजिंग मोल्डला बम्पिंग करून फ्लँजिंगचे काम पूर्ण केले जाते.
त्यानंतर, फ्लॅंज असलेला कॅनचा मुख्य भाग स्वयंचलित तळाच्या झाकणाच्या फीडरकडे पाठवला जातो. येणाऱ्या कॅनच्या मुख्य भागाला ओळखणाऱ्या सेन्सरद्वारे, झाकण फीडर आपोआप तळाचे झाकण कॅनच्या मुख्य भागावर सरकवतो आणि ते दोन्ही सीमिंग चंकच्या खाली असलेल्या जागेवर पाठवले जातात. उचलणारी ट्रे कॅनचा मुख्य भाग आणि तळ सील करण्यासाठी सीमिंग मशीनच्या हेडकडे पाठवते.
एका टोकाची जोडणी झाल्यावर, कॅनची बॉडी उलटवण्यासाठी ते कॅन बॉडी टर्नरकडे पाठवले जाते, त्यानंतर पुन्हा स्वयंचलित वरच्या झाकणाची तपासणी आणि जोडणी केली जाते. शेवटी, ते स्वयंचलित डबल स्पॉट्स इअर लग वेल्डिंग मशीनमध्ये दिले जाते, जे स्वयंचलित साइड वेल्डिंग सीम इंडेक्सिंग, कॅम कन्व्हेयरद्वारे वाहतूक, यांत्रिक पेंट ब्रेकिंग या प्रक्रियांमधून जाते. तसेच, यात स्वयंचलित इअर लग्स व्हायब्रेटिंग डिस्क बसवलेल्या असतात, ज्यामुळे लहान गोल कॅनवरील अचूक वेल्डिंगचे काम पूर्ण होते.
शेवटी, तयार झालेला कॅन कन्व्हेअरद्वारे स्वयंचलित गळती तपासणी स्टेशनकडे पाठवला जातो. हवेच्या स्रोताची अचूक तपासणी केल्यानंतर, अयोग्य उत्पादने शोधून एका निश्चित ठिकाणी ढकलली जातात आणि योग्य उत्पादने अंतिम पॅकेजिंगसाठी पॅकेजिंग वर्कबेंचवर येतात.
गोल डब्यांच्या स्वयंचलित उत्पादन लाइनमधील उपकरणांची रचना

| पहिला कट (किमान रुंदी) | १५० मिमी | दुसरा कट (किमान रुंदी) | ६० मिमी |
| वेग (नग/मिनिट) | 32 | शीटची जाडी | ०.१२-०.५ मिमी |
| शक्ती | २२ किलोवॅट | व्होल्टेज | २२० व्होल्ट/३८० व्होल्ट/४४० व्होल्ट |
| वजन | २१००० किलो | परिमाण (लांबी*रुंदी*उंची) | २५२०X१८४०X३९८०मिमी |

| मॉडेल | सीटीपीसी-२ | व्होल्टेज आणि वारंवारता | ३८०V ३L+१N+PE |
| उत्पादन गती | ५-६० मी/मिनिट | पावडर सेवन | ८-१० मिमी आणि १०-२० मिमी |
| हवेचा वापर | ०.६ एमपीए | शरीराची श्रेणी | डी५०-२००मिमी डी८०-४००मिमी |
| हवेची आवश्यकता | १००-२०० लिटर/मिनिट | वीज वापर | २.८ किलोवॅट |
| मशीनचे परिमाण | १०८०*७२०*१८२० मिमी | एकूण वजन | ३०० किलो |

| वारंवारता श्रेणी | १००-२८० हर्ट्झ | वेल्डिंग गती | ६-१५ मी/मिनिट |
| उत्पादन क्षमता | १५-३५ कॅन/मिनिट | लागू कॅनचा व्यास | Φ२२०-Φ३५०मिमी |
| लागू होणारी कॅनची उंची | २२०-५५० मिमी | लागू साहित्य | टिनप्लेट, स्टील-आधारित, क्रोम प्लेट |
| लागू सामग्रीची जाडी | ०.२~०.६ मिमी | लागू तांब्याच्या तारेचा व्यास | Φ१.७ मिमी, Φ१.५ मिमी |
| थंड पाणी | तापमान: १२-२०℃ दाब: >०.४Mpa प्रवाह: ४०L/मिनिट | ||
| एकूण शक्ती | १२५ केव्हीए | परिमाण | २२००*१५२०*१९८० मिमी |
| वजन | २५०० किलो | पावडर | ३८०V±५% ५०Hz |

कोटिंग मशीन
| उंचीची श्रेणी | ५०-६०० मिमी | व्यासाची श्रेणी | ५२-४०० मिमी |
| रोलरचा वेग | ५-३० मी/मिनिट | कोटिंग प्रकार | रोलर कोटिंग |
| लॅकरची रुंदी | ८-१५ मिमी १०-२० मिमी | मुख्य पुरवठा आणि वर्तमान भार | २२० व्होल्ट ०.५ किलोवॅट |
| हवेचा वापर | ०.६ एमपीए २० लिटर/मिनिट | मशीनचे आकारमान आणि निव्वळ वजन | २१००*७२०*१५२० मिमी ३०० किलो |

| बर्नर पॉवर | १-२ किलोवॅट | बर्नर तापण्याचा वेग | ४ मी - ७ मी/मिनिट |
| योग्य लहान कॅनचा व्यास | Φ४५-Φ१७६ मिमी | मोठ्या कॅनच्या व्यासासाठी योग्य | Φ१७६-Φ३५०मिमी |
| उंची | ४५ मिमी - ६०० मिमी | थंड पाणी | ०.४ एमपीए, १२-२०℃, ४० लिटर/मिनिट |
| हवेचा वापर | ≥५० लिटर/मिनिट > ०.५ मेगापास्कल | ||

स्वयंचलित कॅन बॉडी संयोजन मशीन
| उत्पादन क्षमता | २५-३० सेंट प्रति मिनिट | कॅन डायची श्रेणी | २००-३०० मिमी |
| कॅनच्या उंचीची श्रेणी | १७०-४६० मिमी | जाडी | ≤०.४ मिमी |
| एकूण शक्ती | ४४.४१ किलोवॅट | न्यूमॅटिक प्रणालीचा दाब | ०.३-०.५ एमपीए |
| बॉडी अपराइटिंग कन्व्हेअरचा आकार | ४२६०*३४०*१००० मिमी | संयोजन मशीन आकार | ३८००*१७७०*३२०० मिमी |
| इलेक्ट्रिक कार्बिनेट आकार | ७००*४५०*१७०० मिमी | वजन | 9T |
उत्पादन लाइनची मांडणी
टिनच्या डब्यांपासून कलाकुसर

30-50L मोठा बॅरल प्रवाही चार्ट
चीनमधील प्रमुख पुरवठादार३ भागांचे टिन कॅन बनवण्याचे मशीनआणिएरोसोल कॅन बनवण्याचे मशीनचांगताई इंटेलिजेंट इक्विपमेंट कंपनी लिमिटेड ही एक अनुभवी कॅन मेकिंग मशीन फॅक्टरी आहे. पार्टिंग, शेपिंग, नेकिंग, फ्लॅंजिंग, बीडिंग आणि सीमिंग यांसारख्या प्रक्रियांचा समावेश असलेल्या आमच्या कॅन मेकिंग सिस्टीम्समध्ये उच्च-स्तरीय मॉड्युलॅरिटी आणि प्रक्रिया क्षमता आहे आणि त्या विविध प्रकारच्या ॲप्लिकेशन्ससाठी योग्य आहेत. जलद आणि सोप्या रिटूलिंगमुळे, त्या अत्यंत उच्च उत्पादकतेसह उत्कृष्ट उत्पादन गुणवत्ता देतात, तसेच ऑपरेटर्ससाठी उच्च सुरक्षा पातळी आणि प्रभावी संरक्षण प्रदान करतात.
-

२००-४०१ टिन कॅन वेल्डिंग मशीन १७० मिली - २.५ लिटर टिन...
-

२११-७०० कॅनबॉडी वेल्डर २४७मिली-८ली टिन कॅन सीम वेल्डर...
-

३० ते ५० लिटर क्षमतेचे मोठे गोल धातूचे तेलाचे बॅरल...
-

३० ते ५० लिटर क्षमतेचे मोठे गोल धातूचे तेलाचे बॅरल...
-

५ लिटर ते २५ लिटरचे खाद्यपदार्थांचे डबे, तेलाचे डबे, गोल डबे, चौकोनी डबे...
-

स्वयंचलित दुहेरी गोलाकार चाकू कटिंग मशीन